

I once watched a client’s entire plumbing project fail because cheap gate valves seized up after six months. That costly lesson taught me exactly what to look for when sourcing these critical components.
The five most common mistakes when sourcing PPR gate valves are: 1) failing to spot recycled material valves, 2) ignoring certification requirements, 3) basing decisions solely on price, 4) neglecting core material verification, and 5) skipping proper factory audits. You can identify inferior recycled valves through visual cues like rough surface texture, inconsistent color, strong chemical smell when burned, and brittle behavior under stress.
Let’s examine each mistake in detail so you can avoid them in your next sourcing project.
How Can You Visually Spot Valves Made from Poor-Quality Recycled Materials?
I learned this lesson the hard way when a shipment of “great value” valves arrived with visible surface cracks. My team had to reject the entire container.
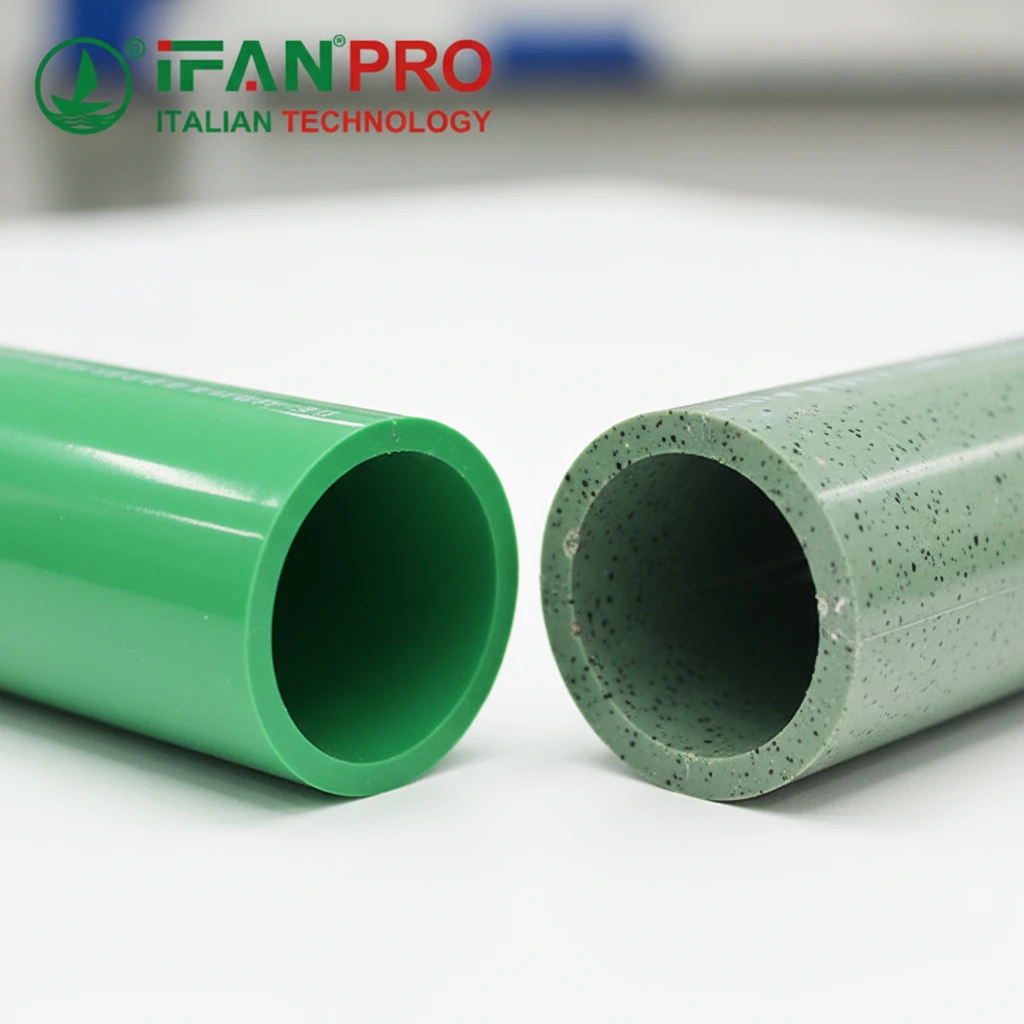
You can visually spot recycled material valves by examining the surface finish, color consistency, and molding details. Inferior valves often have rough or pitted surfaces, uneven color with dark spots or streaks, visible flow marks from poor molding, and imprecise branding or markings. Quality virgin material valves have a smooth, consistent appearance with sharp, clear text.
Visual Inspection Checklist
When evaluating gate valves, train your eyes to catch these warning signs. Your visual inspection is the first and fastest defense against poor quality.
Surface Texture and Finish:
Virgin polypropylene produces a consistently smooth surface. Manufacturers mold it under controlled conditions, resulting in an even finish across the entire valve body. In contrast, recycled material often contains contaminants or degraded polymer chains. These impurities prevent smooth flow during molding. The result is a rough, sometimes pitted surface that you can feel with your fingernail.
Color Consistency:
Quality virgin material comes in consistent colors. Manufacturers add precise amounts of pigment to achieve the desired shade. Recycled valves tell a different story. They often contain mixed plastic sources. Black valves hide these inconsistencies better than light colors. This is why many recycled fittings are black. Look closely at any valve—especially around thicker sections—for:
- Dark spots or flecks
- Streaks of different colors
- Uneven color density
- Grayish undertones instead of pure black or gray
Molding Quality and Details:
The molding process reveals material quality clearly. Virgin material flows predictably into every part of the mold. It fills thin sections completely and produces sharp edges. Recycled material behaves differently. It may not flow as well, leading to:
- Incomplete filling of thin sections
- Rounded edges instead of crisp corners
- Visible flow marks or weld lines
- Poorly defined lettering on markings
Weight and Density Test:
Pick up the valve. Does it feel noticeably heavier than expected? Sometimes manufacturers add cheap fillers like calcium carbonate to bulk up recycled material. These fillers increase weight without adding strength. A valve that feels too heavy for its size may contain excessive filler material.
Simple Field Tests
| Test Method | What to Look For | Virgin Material Result | Recycled Material Result |
|---|---|---|---|
| Surface Scrape | Scrape lightly with a knife | Leaves a clean, curled shaving | Chips or crumbles; rough surface underneath |
| Burn Test (Small Sample) | Smell and flame behavior | Clean-burning; mild, waxy smell; drips when burning | Black smoke; acrid, chemical smell; may self-extinguish |
| Cold Bend Test | Bend a small piece | Flexible; bends before breaking | Brittle; snaps with little bending |
| Float Test | Place in water | PPR floats (density <1) | May sink if filled with heavy additives |
Why This Matters for Long-Term Performance
Recycled material valves fail in predictable ways. The degraded polymer chains cannot withstand pressure cycling. They become brittle over time, especially in cold conditions. The contaminants may react with water chemicals. Fillers can wash out over time, leaving microscopic leaks. By mastering visual identification, you protect your projects from these hidden failures.
Why Does Ignoring Certification Lead to Costly Compliance Failures Later?
A Russian client once called me in a panic. Their shipment arrived at customs, and authorities detained it for lacking proper certification. The delay cost them three months and a major customer.
Ignoring certification leads to costly compliance failures because different countries and projects mandate specific standards for plumbing materials. Without proper certifications like ISO, CE, GOST-R, or WRAS, your valves may fail customs clearance, void project warranties, or face rejection during final inspections. Replacing uncertified valves after installation costs far more than sourcing certified ones initially.

Understanding the Certification Landscape
Certifications are not just paperwork. They represent verified testing and quality assurance from independent bodies. Each certification addresses specific requirements.
ISO 9001: This certifies the manufacturer’s quality management system. It ensures consistent processes and traceability. While not a product certification, it indicates the manufacturer takes quality seriously.
CE Marking: Required for many construction products in European markets. It shows the product meets EU safety, health, and environmental requirements. Without CE marking, you cannot legally sell valves in most European countries.
GOST-R Certification: Essential for the Russian market. Russia requires this certification for plumbing products. Customs will reject shipments without proper GOST-R documentation. The certification process involves product testing and factory audits by Russian authorities.
WRAS Approval: Required in the UK for any product that contacts drinking water. WRAS tests for material safety and mechanical performance. Without WRAS approval, your valves cannot connect to public water supplies in the UK.
NSF/ANSI 61: The critical certification for drinking water systems in North America. It verifies materials do not leach harmful chemicals into water. Many US building codes require NSF-certified components.
The Real Cost of Non-Compliance
The table below shows what happens when you skip certification verification:
| Compliance Issue | Immediate Consequence | Long-Term Cost |
|---|---|---|
| Customs Rejection | Shipment held; storage fees accrue | Lost sales; customer penalties; return shipping costs |
| Project Specification Failure | Inspector rejects installed valves | Complete rework cost; project delays |
| Warranty Void | Manufacturer denies defect claims | Full replacement cost paid by you |
| Health/Safety Incident | Contamination claims or failures | Legal liability; reputation damage |
How to Verify Certifications Properly
Do not simply accept a supplier’s word about certifications. Take these steps to verify:
Request copies of current certificates. Check the issue and expiry dates. Expired certificates mean nothing.
Verify the scope. Some certificates cover only certain products. Ensure the specific valve model appears in the scope.
Check the certifying body. Is it a recognized, accredited organization? Fake certificates exist. Verify with the issuing body if uncertain.
Match certificate numbers to products. Some suppliers use one certificate for many products. Confirm your specific valve matches the certified model.
A Personal Lesson
I once sourced valves from a supplier who showed me ISO certificates. They looked legitimate. When the shipment arrived, customs rejected it. The certificate belonged to a different company entirely. The supplier had photoshopped the name. We lost that container and that customer. Now I verify every certificate directly with the issuing body.
What Are the Risks of Basing Decisions Solely on Price Without Quality Checks?
Price-focused sourcing creates a predictable cycle of failure. I’ve watched it happen too many times with new buyers entering the market.
Basing decisions solely on price without quality checks leads to inconsistent product performance, unexpected failures, and higher total costs from replacements and project delays. The cheapest valves often use inferior materials, have poor dimensional accuracy, and lack proper testing. These hidden defects emerge after installation, when replacement costs far exceed the initial savings.

The Hidden Costs of Cheap Valves
When you buy solely on price, you are not saving money. You are deferring costs to later stages of your project. These deferred costs always exceed the initial savings.
Installation Problems: Cheap valves often have poor dimensional tolerances. The connection ends may not match standard pipe dimensions. Installers struggle to create proper fusion welds. They waste time forcing connections or dealing with misalignments. Labor costs rise while productivity falls.
Premature Failure: The valve may work initially. Then, after weeks or months, problems emerge. The gate may seize due to poor brass quality. The seals may leak because of inferior rubber compounds. The body may crack under normal pressure. Each failure requires system shutdown, drain-down, and replacement.
Customer Dissatisfaction: Your customers remember failures. They forget the low price you charged. They remember the flooded basement or the production shutdown. One failure can destroy years of relationship building.
The Real Price Comparison
| Cost Factor | Premium Quality Valve | Cheap Valve |
|---|---|---|
| Purchase Price | $10.00 | $6.00 |
| Installation Time | 15 minutes | 25 minutes (fitting issues) |
| Expected Lifespan | 50+ years | 2-5 years |
| Failure Rate | <0.5% | 5-10% |
| Total 10-Year Cost | $10 + installation | $6 + installation + 2 replacements + downtime |
The 80:20 Rule in Sourcing
Experienced buyers follow the 80:20 principle. They focus 80% of their attention on quality and supplier capability, and 20% on price. The reverse approach guarantees problems.
Quality-focused sourcing means:
- Visiting or auditing factories before ordering
- Testing samples before bulk orders
- Verifying material certifications
- Checking dimensional accuracy
- Reviewing quality control procedures
Price-focused sourcing means:
- Comparing quotes only
- Choosing the lowest number
- Hoping for the best
- Dealing with failures later
My Recommendation
Use price as the final filter, not the first. Identify suppliers who meet your quality requirements first. Then compare prices among qualified suppliers. This approach ensures you compare apples to apples, not cheap failures to reliable products.
How Do You Verify the Actual Brass Content and Material Purity of the Valve Core?
The valve core determines everything. A beautiful PPR body means nothing if the brass core fails. I’ve cut open hundreds of valves to check what’s inside.
You verify brass content and purity by conducting magnet tests, examining surface color and machining quality, requesting material certificates, and performing chemical analysis when necessary. Quality brass cores contain at least 58-60% copper and are non-magnetic, have consistent golden color, and show clean machining marks without pitting or roughness.

Why Brass Quality Matters
The valve core contains the gate mechanism. It opens and closes repeatedly. It contacts water constantly. Low-quality brass fails in predictable ways.
Dezincification: Cheap brass with low copper content undergoes dezincification. Zinc leaches out of the alloy, leaving porous, weak copper behind. The valve becomes brittle and may crack or seize. This process accelerates in warm water.
Stress Corrosion Cracking: Impurities in the brass create weak points. Under pressure and temperature cycling, cracks develop. These cracks grow until the valve fails completely.
Galling and Seizing: Poor brass alloys have inconsistent hardness. The gate may gall against the body, causing sticking or complete seizure. The valve becomes impossible to operate.
Practical Verification Methods
The Magnet Test:
Quality brass contains primarily copper and zinc. Neither metal attracts magnets. If a magnet sticks to your valve core, it contains iron or steel. This indicates cheap construction that will rust and fail quickly.
Surface Color Examination:
Cut open a sample valve. Examine the freshly cut surface. Quality brass shows a consistent golden-yellow color throughout. Variations in color indicate mixed materials or poor alloying. Reddish tones suggest high copper (good). Silvery tones suggest high zinc or nickel (potentially problematic). Dark spots indicate impurities.
Machining Quality:
Quality brass machines cleanly. Look at threaded areas and sealing surfaces. Quality cores have:
- Sharp, well-defined threads
- Smooth sealing surfaces without tool marks
- Consistent dimensions across multiple samples
- No burrs or rough edges
Poor brass may show:
- Tearing instead of clean cutting
- Rough, pitted surfaces
- Inconsistent thread depth
- Visible porosity (tiny holes)
Brass Grade Comparison
| Brass Grade | Copper Content | Common Use | Magnet Response | Typical Lifespan |
|---|---|---|---|---|
| CZ121/CW614N | 58-60% | Quality plumbing valves | Non-magnetic | 50+ years |
| CZ132/CW602N | 62-63% | Dezincification-resistant | Non-magnetic | 50+ years |
| Low-Grade Mixed | 50-55% | Cheap imported valves | May be partially magnetic | 2-10 years |
| Steel Core with Plating | <10% (only plating) | Very cheap valves | Strongly magnetic | 1-3 years |
Requesting Proper Documentation
Ask suppliers for material certificates. A Mill Test Certificate (MTC) or EN 10204 3.1 certificate provides independent verification of material composition. The certificate should list:
- Copper percentage
- Other alloying elements (zinc, lead, tin)
- Impurity limits
- Mechanical properties
Compare the certificate to your expectations. Quality brass should show 58-63% copper. Lead content (for machinability) should be within specified limits (typically 2-4%).
The Ultimate Test
For critical applications, send samples to a laboratory. X-ray fluorescence (XRF) analyzers can verify composition in seconds. This investment pays for itself when it catches one bad batch before shipment.
How Do You Properly Audit a Gate Valve Factory Before Committing?
Factory visits reveal everything that documents hide. I’ve walked through dozens of valve factories. The good ones share common characteristics.
You properly audit a gate valve factory by examining their material storage, production processes, quality control labs, and worker training. A good factory maintains clean, organized material storage with clear labeling, follows documented procedures on the production floor, tests samples in an equipped laboratory, and employs trained technicians who understand quality standards.

Before You Visit
Preparation makes your audit effective. Do not walk in blind.
Review documents first. Request their ISO certificate, test reports, and quality manuals. Note any questions before arrival.
Prepare a checklist. List every process you want to see. Include raw material receiving, production, assembly, testing, and packaging.
Arrange sample testing. Bring samples of valves you already approve. Ask them to produce matching samples during your visit.
What to Examine During the Audit
Raw Material Storage:
Start at the beginning. Where do they store raw materials?
- Are materials labeled with grade and date?
- Are they stored off the floor, protected from contamination?
- Do they have certificates matching the materials?
- Can they trace finished valves back to specific material batches?
Quality factories treat raw materials with respect. They know that garbage in means garbage out.
Production Floor:
Watch the actual production. Do not just look at finished goods.
- Are machines clean and well-maintained?
- Do workers follow documented procedures?
- Are there quality checks during production?
- How do they handle rejected parts?
Look for evidence of process control. Good factories measure and record parameters like temperature, pressure, and cycle time. They adjust machines based on data, not guesswork.
Quality Control Laboratory:
This room tells the real story. A serious factory invests in testing equipment.
- Do they have pressure testing equipment?
- Can they measure dimensions accurately?
- Do they test material properties?
- Are records kept of all tests?
Ask them to demonstrate a test. Watch them pressure-test a valve to failure. The way they conduct tests reveals their true commitment to quality.
Worker Training and Knowledge:
Talk to the people making your valves. Ask simple questions about their work.
- How do they know if a part is good?
- What do they do when they find a defect?
- How long have they worked here?
- Did someone train them?
Skilled, stable workers produce consistent quality. High turnover and untrained staff guarantee problems.
Factory Audit Scoring Matrix
| Audit Area | Red Flag (0 points) | Acceptable (1 point) | Excellent (2 points) |
|---|---|---|---|
| Material Storage | Materials on floor; no labels | Organized but not fully traceable | Full traceability; clean, labeled storage |
| Production Process | No documented procedures | Procedures exist but not always followed | Consistent procedure adherence; recorded data |
| QC Laboratory | No lab; no testing | Basic testing equipment | Full testing capability; accredited procedures |
| Worker Training | Untrained; high turnover | Some training; stable workforce | Certified training; continuous improvement |
After the Audit
Do not make decisions immediately. Compare notes. Review your checklist. Then consider:
Did they hide anything? Factories that restrict access to certain areas have reasons to hide. Be suspicious.
Were answers consistent? Ask the same question to different people. Inconsistent answers reveal problems.
Would you trust them with your reputation? This is the ultimate question. If something feels wrong, trust your instinct.
A Practical Suggestion
For new suppliers, start with a small trial order after a positive audit. Monitor every aspect of production and delivery. Only increase volume after proving their performance. This approach has saved me from many bad suppliers.
Conclusion
Sourcing quality PPR gate valves requires attention to material quality, certification verification, and proper supplier evaluation. For reliable valves you can trust, choose IFAN’s certified PPR gate valves with verified brass cores and comprehensive international certifications.












Commentaires récents